
Have you ever found yourself frustrated by the inconsistencies in your 3D prints, especially when using aftermarket filaments? If so, you’re not alone. Many users of Bambu Lab printers, such as the X1C and P1P, experience similar challenges despite these printers’ reputations for delivering fast, high-quality prints. The culprit often lies in how well (or poorly) the filament profiles are tuned in the slicing software, like Bambu Studio or Orca Slicer.
In this guide, we’ll walk you through some tips and tricks to fine-tune your filament profiles for reliable performance. We will touch on key settings like Maximum Volumetric Speed and Minimum Layer Time, and explain how to balance these settings for optimal results. By the end, you will be equipped with the knowledge to troubleshoot and enhance your printing experience, especially when using a variety of filament brands.
Anycubic 3D Materials Sale: Resin & PLA from $9.49/kg
Understanding Filament Profiles in Bambu Studio
It’s essential to grasp the intricacies of filament profiles before diving into adjustments. In Bambu Studio or Orca Slicer, these profiles dictate how the printer interacts with different filament types. While the Bambu filament profiles are highly optimized, they often don’t translate well to other brands, leading to print issues.
Challenges with Non-Bambu Filaments
Non-Bambu filaments can present several challenges. The key issues usually revolve around the printer’s hotend speed capabilities and maintaining a consistent flow rate. Different brands of filaments have varying properties which can run amok with pre-configured settings in Bambu Studio.
Knowing these potential pitfalls can help you make informed adjustments. For instance, you may find that the printer struggles with specific filaments at higher speeds, leading to inconsistencies in print quality.
Solutions for Reliable Performance
So how do you get around these challenges? There are several solutions to consider, starting with adjusting the right settings in the slicer software.
Adjusting Maximum Volumetric Speed
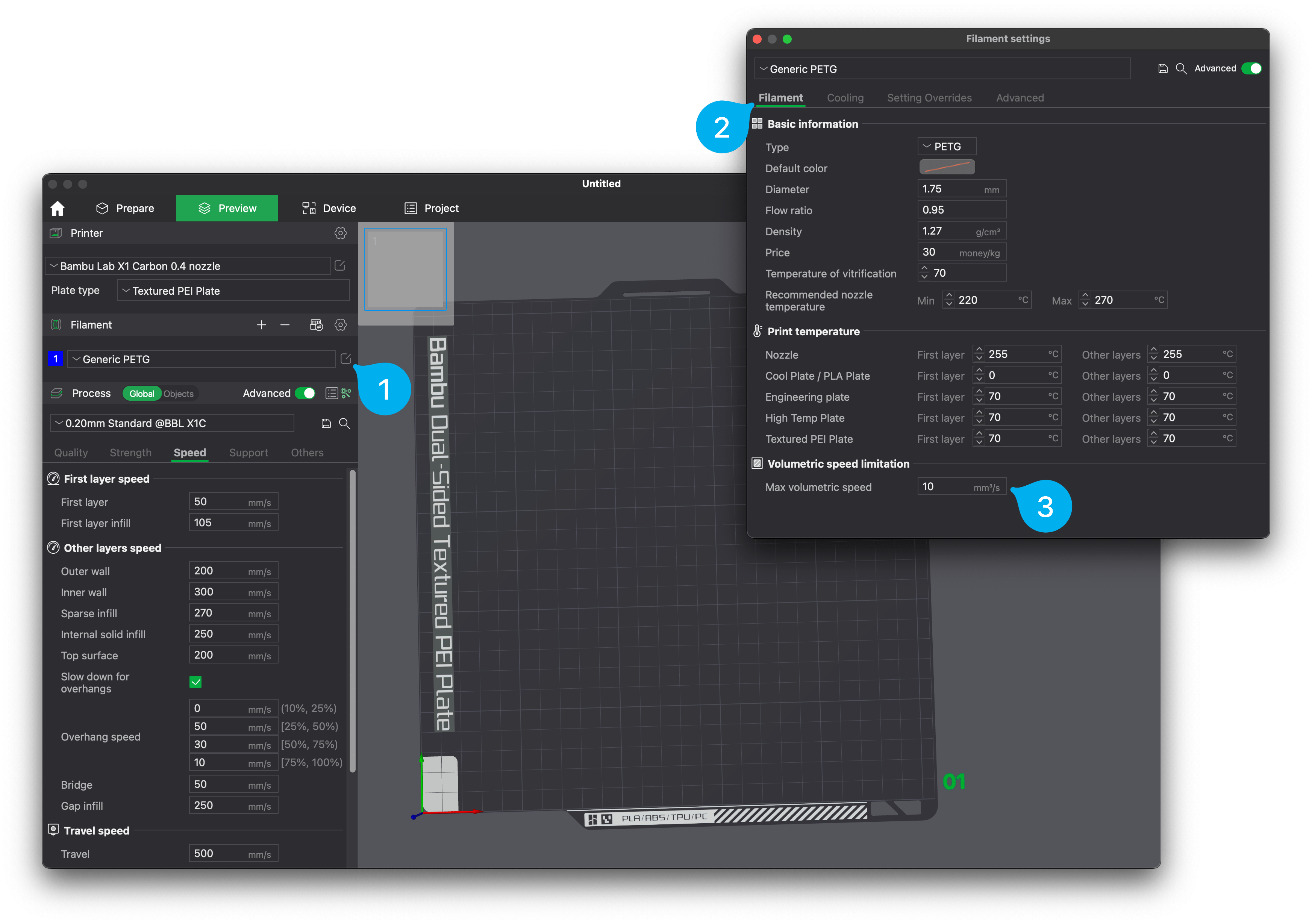
The maximum volumetric speed setting controls the volume of filament extruded per unit of time. Adjusting this setting is crucial for maintaining a consistent flow, especially if you are working with filaments that have different melting points or flow characteristics compared to Bambu filaments.
To adjust this setting, navigate to the filament profile in Orca Slicer or Bambu Studio and look for the Maximum Volumetric Speed parameter. Lowering this value can help prevent the printer from over-extruding, which can lead to clogs and irregular layer heights.
Example Settings
| Filament Type | Recommended Max Volumetric Speed (mm³/s) |
|---|---|
| PLA | 8-10 |
| ABS | 5-7 |
| PETG | 7-9 |
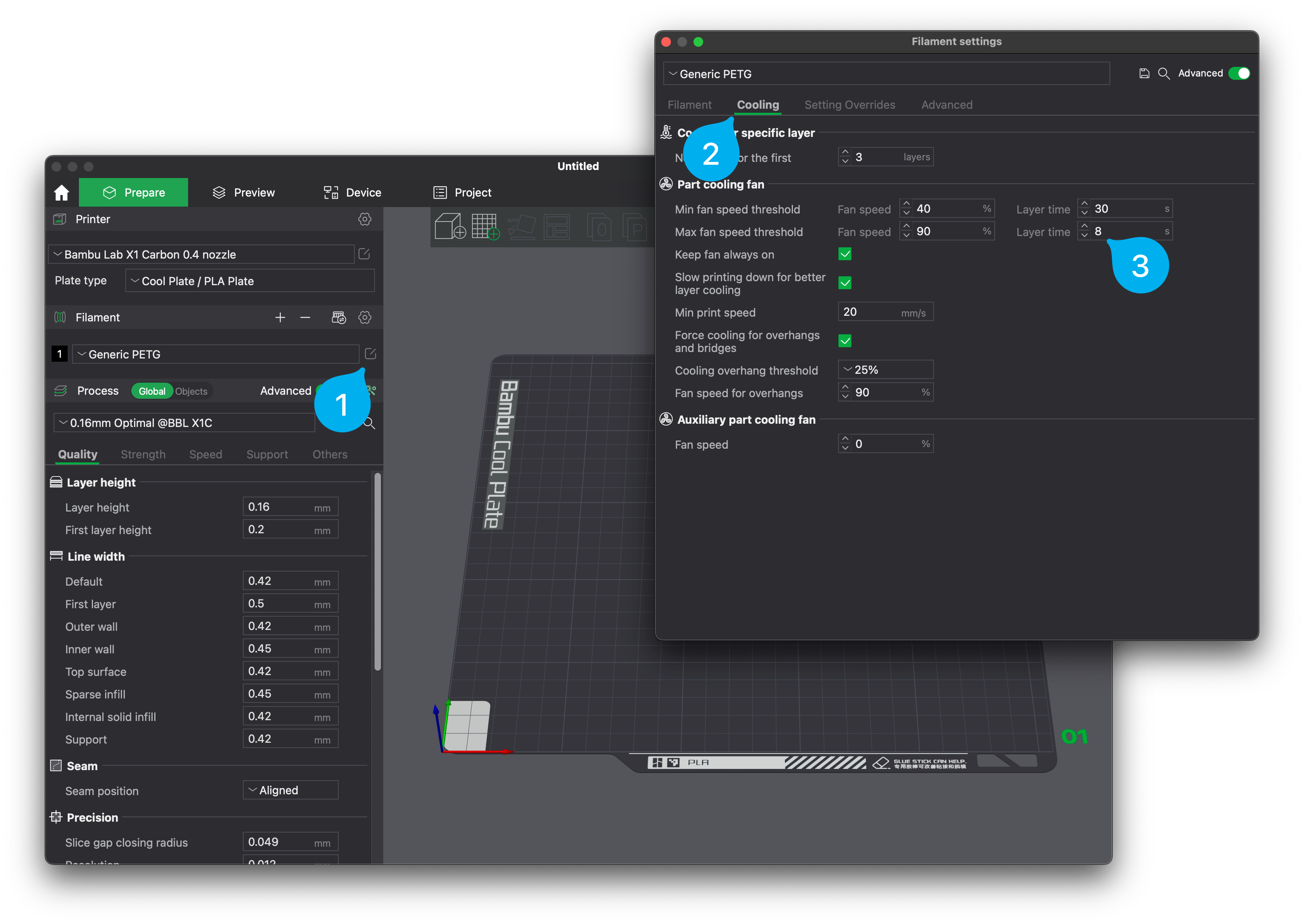
Fine-Tuning Minimum Layer Time
Another significant setting is the Minimum Layer Time. This parameter dictates the minimum time the printer spends on each layer, allowing the previous layer to cool slightly before the next one is deposited. This is especially important for high-speed printing applications where heat buildup can deform the print.
Increase the Minimum Layer Time for heat-sensitive filaments. Start with small increments and print a test model to evaluate the changes.
Example Settings
| Filament Type | Recommended Minimum Layer Time (seconds) |
|---|---|
| PLA | 6-8 |
| ABS | 8-10 |
| PETG | 7-9 |
Anycubic 3D Materials Sale: Resin & PLA from $9.49/kg
Balancing Settings for Consistent Print Quality
It’s not enough to merely adjust the settings; you need to find a balance that works well for your specific filament and model. Balancing Maximum Volumetric Speed and Minimum Layer Time ensures that neither the software nor the hardware is overburdened, leading to more consistent print quality.
Avoiding Common Pitfalls
Sometimes, despite careful adjustment, things can still go awry. Common issues like stringing, layer shifts, and under-extrusion can plague your prints. Addressing these problems requires a nuanced understanding of the printer settings and the filament’s behavior.
Here’s a quick troubleshooting guide:
| Problem | Possible Cause | Solution |
|---|---|---|
| Stringing | Excessive retraction or temperature | Decrease retraction, lower temperature slightly |
| Layer shifts | High printing speed | Reduce print speed |
| Under-extrusion | Incorrect flow rate or volumetric speed | Increase flow rate, lower volumetric speed |
Optimizing for Different Models
Printing various models can stress test your settings in different ways. Complex models with intricate details require different settings compared to simple geometric shapes.
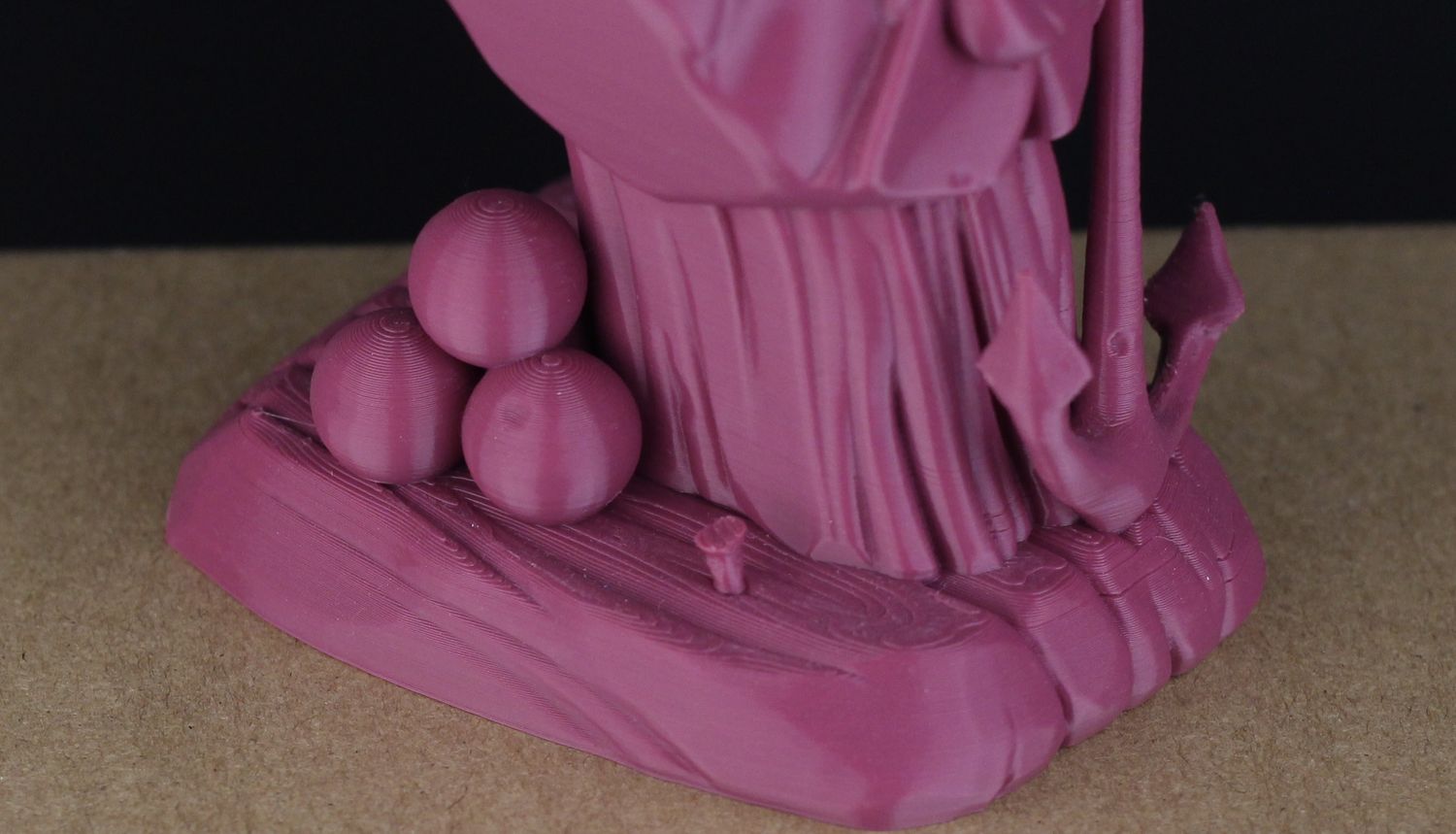
Example: Printing a Miniature
For a high-detail miniature, where fine details are crucial, you may need to prioritize quality over speed. Lower the volumetric speed and increase the layer time to maintain sharp details.
Example: Functional Parts
If you’re printing functional parts, structural integrity is often more important than fine details. Here, you can afford to push the volumetric speed higher and decrease the layer time for faster prints.
Calibration Steps Using Orca Slicer’s Max Flowrate Option
Calibration is an ongoing process, and using Orca Slicer’s Max Flowrate option can significantly simplify this. This feature helps determine the optimal volumetric speed for a specific filament by running a series of tests.
Running the Max Flowrate Test
- Load your filament: Load the new filament into your printer.
- Start the test: Navigate to the Max Flowrate option in Orca Slicer and follow the on-screen instructions.
- Analyze results: The slicer will present you with a range of flow rates. Pick the optimal rate that avoids over or under-extrusion.
Using Lower Layer Heights for Consistency
Maintaining a consistent flow rate is easier when you use lower layer heights. Thicker layers can demand more from the extruder, leading to issues if the filament can’t keep up.
Advantages of Lower Layer Heights
- Better Detail: Thinner layers capture more detail.
- Consistency: Easier to maintain a stable flow rate.
Suggested Layer Heights
| Filament Type | Recommended Layer Height (mm) |
|---|---|
| PLA | 0.1-0.2 |
| ABS | 0.2-0.3 |
| PETG | 0.2-0.25 |
Temperature Tower Calibration: Pros and Cons
Temperature towers are often used to calibrate filament temperature settings. However, this method may not be as effective for high-speed applications. High-speed printing can increase the filament feedrate, leading to less accurate temperature readings.
When to Use Temperature Tower Calibration
- Low-Speed Printing: Beneficial for slower, detailed prints.
- Initial Setup: Good for an initial temperature range assessment.
When to Avoid Temperature Towers
- High-Speed Printing: May not provide accurate enough data for fast prints.
Conclusion
Fine-tuning filament profiles in Bambu Studio or Orca Slicer for Bambu Lab printers like the X1 and P1P can be a bit of a challenge, but it is far from impossible. By adjusting key settings like Maximum Volumetric Speed and Minimum Layer Time, you can significantly improve your print quality.
Understand that calibration is a dynamic process requiring continuous fine-tuning and testing. Utilize features like the Max Flowrate test in Orca Slicer for a more systematic approach to calibration. By maintaining lower layer heights, you ensure consistent flow rates, which help avoid common pitfalls like stringing and layer shifts.
So go ahead and start tweaking those settings. With a bit of patience and practice, you’ll be able to achieve stunning, high-quality prints every time, regardless of the filament brand you use. Happy printing!
Anycubic 3D Materials Sale: Resin & PLA from $9.49/kg

Geeetech Silk PLA Filament 1.75mm for 3D Printer , Metal-Like Shiny Consumable 1kg (2.2lbs) 1 Spool, Dimensional Accuracy +/- 0.03 mm, Silk Gold
$17.93 (as of May 7, 2025 20:40 GMT +00:00 - More info)